
Xiamen Better Silicone Rubber Co., Ltd
Hot Keywords:
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 98 Author: Site Editor Publish Time: 2019-12-20 Origin: Site
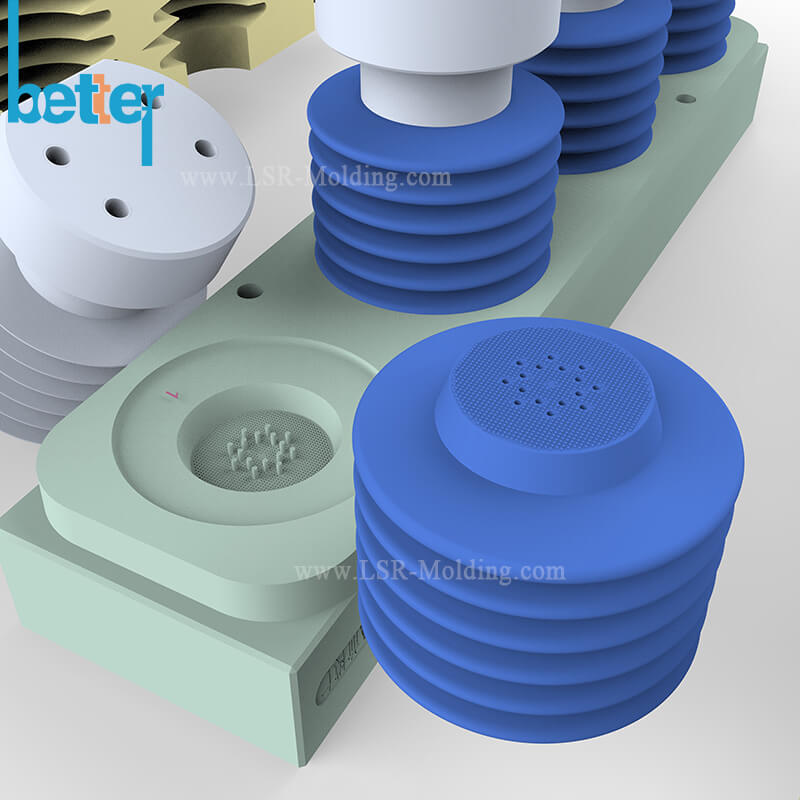
What are the Characteristics of Liquid Silicone Injection Mold---LSR Mold Design Analysis
Generally speaking, the structure of the thermosetting liquid silicone rubber (LSR) injection mold is similar to the mold structure of thermoplastic injection molding, but there are many significant differences. For example, LSR materials generally have a lower viscosity, therefore have shorter filling times, even at very low injection pressures. In order to avoid air stagnation, it is important to have a good exhaust device in the mold.
In addition, LSR materials do not shrink like thermoplastic in the mold. Liquid Silicone Rubber tend to expand when be heated and will shrink slightly when be cooled. Therefore, the product does not always stay on the convex surface of the mold as expected, but stays in the cavity.

Although LSR materials do not shrink in the mold, they often shrink by 2.5% -3% after demolding and cooling. How much it exactly shrinks? To some extent mainly depends on the formulation of the material. However, from the perspective of the mold, the shrinkage may be affected by several factors, including the temperature of the mold, the temperature at which silicone material is released, and the pressure in the mold cavity and subsequent compression of the LSR material.

The location of the injection point is also worth considering, as the shrinkage in the direction of flow of the compound is usually greater than the shrinkage in the direction of flow perpendicular to the compound. The external dimensions of the product also have an impact on its shrinkage. Thicker products generally have smaller shrinkage than thinner ones. If need secondary vulcanization, it may shrink another 0.5% -0.7%.

Determining the location of the parting line is one of the first steps in designing a silicone rubber injection mold. Ventilation is mainly achieved through grooves located on the parting line. Such grooves must be in the area where the injection molding compound finally reaches. This helps avoid air bubbles occurring inside the mold and reduces strength loss at the joint.
Due to the low viscosity of the LSR, the parting line must be very accurate to avoid causing liquid silicone overflow. Even so, parting lines can often be seen on cured products. Demolding is affected by the geometry of the product and the location of the parting surface. Designing the product to be slightly chamfered helps to ensure that the product has a consistent affinity for the other half of the mold cavity required.

With the injection of Liquid Silicone Rubber, the air trapped in the cavity is compressed when the mold is closed, and then discharged through the ventilation grooves during the filling process. If the air cannot be completely exhausted, it will be trapped in the rubber (this will often cause the product with white edge). The width of ventilation grooves generally is about 1-3mm and the depth is about 0.004mm-0.005mm.

Evacuation inside the mold has the best venting effect. This is achieved by designing a gasket on the parting line and quickly vacuuming all the mold cavities with a vacuum pump. Once the vacuum reaches a certain level, the mold is completely closed and injection pressure is started.
Some injection molding equipment allows operation under a variable closing force, which allows the processor to close the mold under low pressure until 90% -95% of the cavity is filled with Liquid silicone (making air easier to vent) and then switched to a higher Closing force to avoid silicone rubber expansion and overflow.

Cold runner system is a good chioce for LSR injection mold . It can maximize the advantages of liquid silicone and can maximize production efficiency. By processing products in such a way, it is not necessary to remove the injection channel, thereby avoiding increasing labor intensity of the operation, and sometimes avoiding a large amount of waste of materials. In many cases, the glueless structure also reduces operating time.


