
Xiamen Better Silicone Rubber Co., Ltd
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 792 Author: Site Editor Publish Time: 2020-04-20 Origin: Site
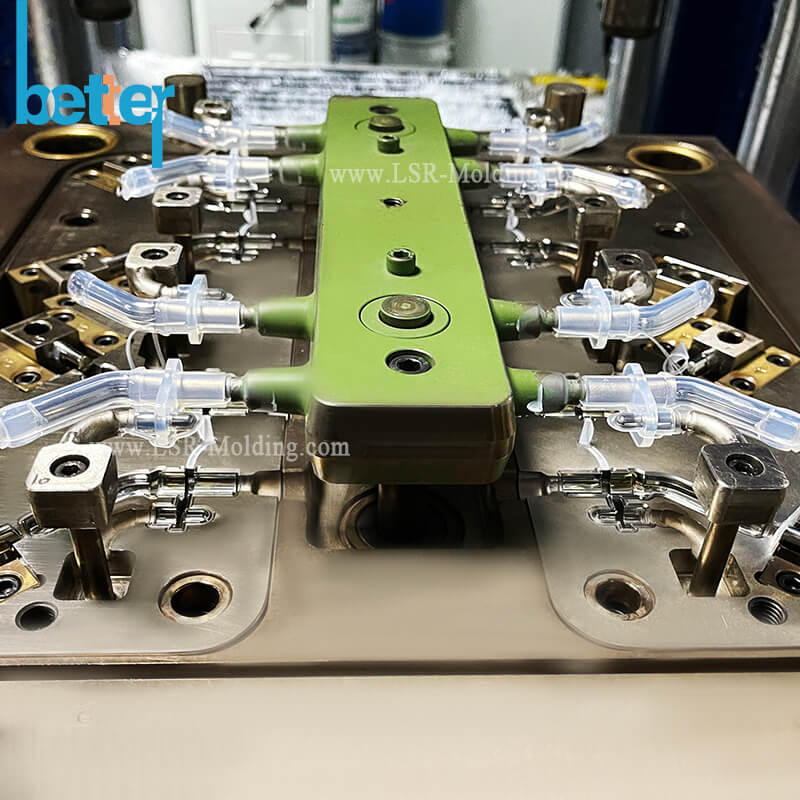
Troubleshooting: Air Traps | Bubbles occur on Liquid Injection Molding (LIM) Production
During Liquid Silicone Rubber Molded Processing, there are many common problems occur that directly affect the quality of the product, and also effect production schedule if the the problems can not controlled and solved on time.
So to analyse what's the issues and why the problems occur and how to solve the problems is very important for liquid silicone injection molded products manufacturing.

Why air trapping happens during LSR Injection molded processing:
1. The angle/corner of product is large, liquid silicone flow is not good enough, especially when the liquid silicone rubber flow at the angle, it's difficult to flow to the the 90 degree angle as successfully as other flat area, and also the speed of the LSR material will be slow, so can not make sure there are plenty material in the cavity, air occurs in the cavity. Please check one of our silicone gasket for reference. There is an 90 degree angle, so air trapping occurs the inner side of the gasket, and we can see there is a small lack of material on the gasket.

2. The thickness is uneven. Some areas are thick, and some are thin. When liquid silicone flow to the thin thickness area, the material is tend to be cured easily, which influence of the flow rate of material, thus also cause air trapping problem. Normally, you will find that the air trapping issue always occur on the inner areas rather than the thicker areas.

3. The dimension of the product is large and material flow travel is too long. If the flow travel is too long, the material will also be cured during flow.
4. Design of Injection gate is unreasonable. For some large liquid silicone products, in order to improve the rubber filling,many engineers will design multiple injection gates/ports. Although the liquid silicone material looks very viscous, it actually has good fluidity and generally does not have to worry about filling. If it is necessary to design multiple injection gates, the position of the injection gate must be balanced and symmetrical, and the exhaust gate should be designed at the corresponding position. We dont’t recommend to design more than one injection gate.
5. The design of exhaust structure is unreasonable, and the exhaust position is not designed at the end of the product, which will cause air trapped in the product.

6. Feeding system exhausting problem. LSR feeding system: When installing new materials or changing materials, if there is gas in the pump body, the pump should be exhausted. How to tell whether there is gas in the pump or not: open the pump body exhaust ball valve, press the glue pump up or down to see if the material in the pump exhaust ball valve has bubbles/sound or not, if there is bubble or sound then we can make sure there is gas.
7. Liquid silicone rubbers are thick with high viscosity. And the LSR silicone does not de-air themselves well so need to be vacuumed. If the high viscosity silicone rubber has not been vacuumed well, air may be trapped in the mixtures when it turns from liquid material state to solid product.
How to solve the air trapping vent mold issues?
Check injection speed and injection pressure to see whether the the speed and the presssure is too low or not. Increase the injection speed and injection pressure accordingly.
Ajust injection gate position, and add injection gates to short the material injection travel and make sure material will keep flowing in a certain speed and not be cured during flowing.
Adjust the exhausting position and design a vacuum in the mold if necessary.
Adding vent port to release air to make material flow smooth.


